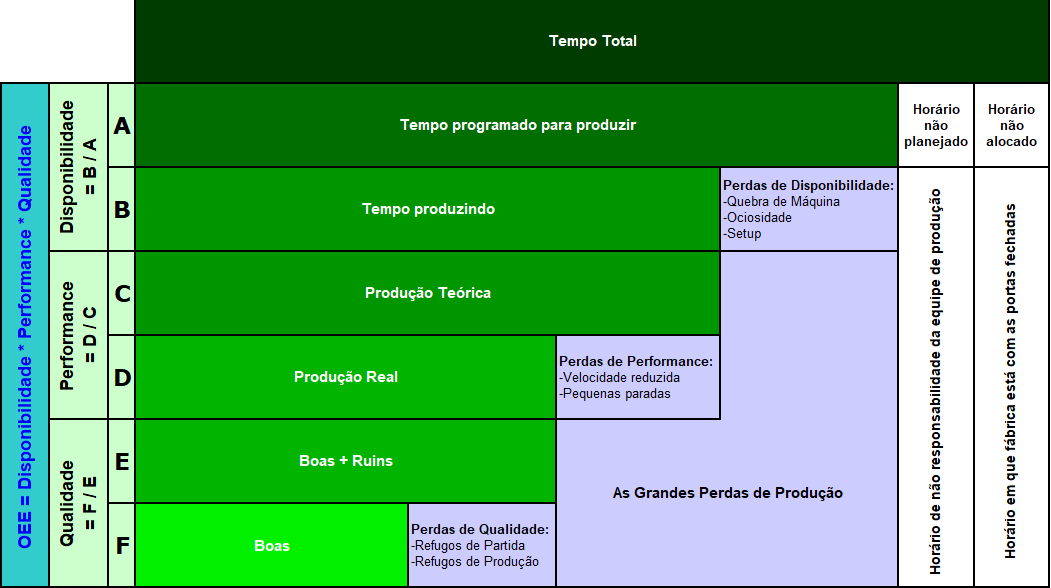
O cálculo do OEE é muito simples e pode ser facilmente compreendido através da figura abaixo.
Para facilitar o entendimento, foi disponibilizado para download uma planilha conceitual que pode ser acessada mais abaixo ou clicando “AQUI.“
Tempo de Responsabilidade da Equipe de Produção
Do tempo total de um equipamento, deve-se considerar para cálculo do OEE apenas o tempo que é de responsabilidade da equipe de produção.
Ou seja, o tempo que o equipamento não produziu devido à empresa não estar em seu horário de funcionamento, ou aquele tempo que o equipamento não produziu, apesar de estar no horário de trabalho, por razões alheias à equipe de produção, tal como falta de pedidos, por exemplo, não entram no cálculo do OEE.
Retirando estes tempos do tempo total, sobra o tempo que a equipe de produção tem para produzir o que precisa ser produzido, ou seja, o tempo onde é realizado o programa de produção, e é com base neste tempo que se calcula o OEE.
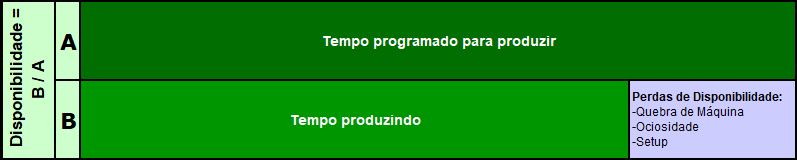
Disponibilidade
A disponibilidade nos diz quanto tempo o equipamento produziu em relação ao tempo total disponível para produção, sendo calculado da seguinte maneira:
Disponibilidade% = (Tempo produzindo / Tempo programado para produzir) * 100%
Como pode-se observar, quanto maior o tempo produzindo, maior a disponibilidade.
E quanto menor a disponibilidade, maior é o tempo que o equipamento ficou parado.
Performance
A performance nos diz quão bem o equipamento produziu, enquanto estava produzindo. Está relacionado com a velocidade de operação do equipamento.
A performance compara a quantidade produzida com a quantidade teórica que poderia ter sido produzida enquanto o equipamento estava produzindo, independente da qualidade do que foi produzido, sendo calculado da seguinte maneira:
Performance% = (Quantidade Produção Real / Quantidade Produção Teórica) * 100%

Sendo que:
Quantidade Produção Teórica = Tempo Produzindo / Tempo Ciclo Padrão
Ainda, se considerarmos que:
Quantidade Produção Real = Tempo Produzindo / Tempo Ciclo Real, então teremos:
Performance% = ((Tempo Produzindo / Tempo Ciclo Real) / (Tempo Produzindo / Tempo Ciclo Padrão) ) * 100%
Performance% = (Tempo Ciclo Padrão / Tempo Ciclo Real ) * 100%
Ou seja, podemos medir a Performance instantânea do equipamento medindo o tempo ciclo real e comparando com o tempo ciclo padrão.
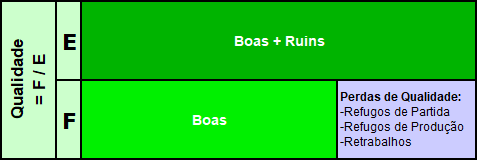
Qualidade
A qualidade nos diz a qualidade daquilo que saiu da máquina, ou seja, quantos itens bons foram produzidos em relação ao total de itens produzidos, sendo calculado da seguinte maneira:
Qualidade% = (Quantidade de Bons / Quantidade Total Produzida)* 100%
sendo que Quantidade Total Produzida = Quantidade de Bons + Quantidade de Ruins
É importante lembrar que somente são considerados itens bons aqueles que ficaram bons na primeira vez, ou seja, aqueles itens que foram retrabalhados para atender às especificações ou aqueles itens que foram reclassificados, do tipo A para o Tipo B porque não atendeu às especificações de A, não são considerados itens bons.
Como pode-se observar, a qualidade somente será 100% quando Quantidade de Ruins for igual à ZERO.
OEE
A partir do momento que se tem os fatores de Disponibilidade, Performance e Qualidade, para se calcular o OEE basta realizar o produto entre eles, conforme abaixo.
OEE% = Disponibilidade% * Performance% * Qualidade%
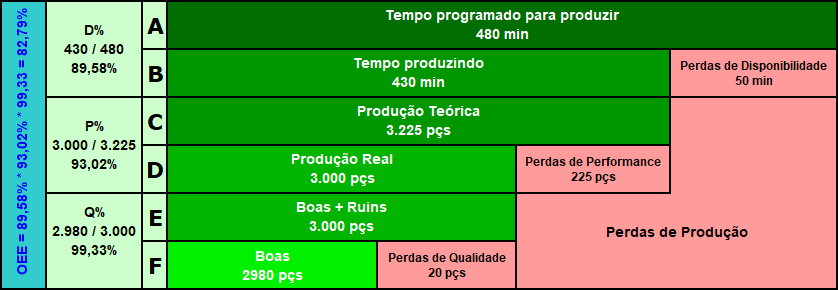
Exemplo de cálculo do OEE de um equipamento
Um equipamento que possui um turno de 8 horas e durante este turno teve uma preparação que durou 40 minutos e ocorreu uma parada de reabastecimento de 10 minutos. No restante do tempo produziu um item cujo tempo ciclo é de 8 segundos, e no final do período contabilizou 3000 peças produzidas, sendo que 20 foram refugadas por apresentarem defeitos.
A partir deste enunciado podemos extrair as seguintes informações:
Tempo Programado: 480 minutos
Tempo de máquina parada para preparação: 40 minutos
Tempo de máquina parada aguardando reabastecimento: 10 minutos
Quantidade Produzida no período: 3000 peças
Quantidade de peças refugadas: 20 peças
Tempo ciclo padrão do item: 8 segundos
Calculando a Disponibilidade
Disponibilidade% = (Tempo produzindo / Tempo programado) * 100%
Tempo Programado = 480 minutos
Tempo Produzindo = 480 – 40 – 10 = 430 minutos
Disponibilidade% = (430 / 480) * 100% = 89,58%
Calculando a Performance
Performance% = (Quantidade Produção Real / Quantidade Produção Teórica) * 100%
Quantidade Produzida = 3.000 peças
Produção Teórica = Tempo Produzindo / Tempo ciclo padrão
Produção Teórica = 430 min * 60 seg / 8 seg/peça = 3.225 peças
Performance% = ( 3.000 / 3.225 ) * 100%
Performance% = 93,02%
Calculando a Qualidade
Qualidade% = (Quantidade de bons / Quantidade Total ) * 100%
Quantidade de peças boas = 3000 – 20 = 2980 peças
Qualidade% = ( 2980 / 3000 ) * 100%
Qualidade% = 99,33%
Calculando o OEE – Overall Equipment Effectiveness
OEE% = Disponibilidade% * Performance% * Qualidade%
OEE% = 89,58% * 93,02% * 99,33%
OEE% = 82,77%
A imagem a seguir ilustra o cálculo do OEE deste exemplo.
Gostaria de um tutorial para lhe ajudar no cálculo do OEE?
Acesse a página “Tutorial para cálculo do OEE” .
Baixe planilha com exemplo de como calcular o OEE
Acesse a página “Baixar planilha OEE“.
Lista de Motivos de Parada de Produção
Conheça as boas práticas para definir uma lista de motivos de paradas. “Clique aqui“.